Infrared lamps: A "black technology" in tunnel oven drying – why have they become the core of quality and efficiency improvement?
In the industrial manufacturing sector, tunnel oven drying is a crucial step in determining product quality. Faced with the multiple demands for high efficiency, stable quality, and low energy consumption, infrared lamps have gradually become an indispensable core piece of equipment in the drying process. Today, we'll discuss the core component of tunnel oven drying operations – the infrared lamp – and see how it has become an "efficiency accelerator" in the industrial drying field.
Application of Infrared Lamps in Tunnel Oven Equipment
The application of infrared lamps in tunnel oven equipment is a continuous drying or baking technology that utilizes infrared radiation to directly heat materials.
Compared to traditional hot air circulation heating, it directly acts on materials through "directional radiation heat transfer," solving problems such as low thermal efficiency, high energy consumption, long preheating time, inaccurate temperature control, and uneven heating of complex workpieces. It has become the preferred heating method for modern and refined production lines.
Three core advantages of infrared lamps
In the operation of tunnel furnaces, infrared lamps are not merely "heating elements," but play a more intelligent role:
(1)Highly efficient penetration, achieving "internal and external" heating
Traditional heating often conducts heat from the outside in, easily resulting in a "burnt outside, tender inside" phenomenon. Infrared radiation, however, possesses extremely strong penetrating power and energy conversion efficiency, allowing it to heat materials deep within, thus avoiding surface overheating.
Principle: Infrared radiation acts directly on the material molecules, causing molecular vibration and generating heat.
Effect: The material is heated simultaneously inside and out, allowing moisture or solvents to rapidly migrate from the inside to the outside. For example, when drying lithium battery electrodes or thick coatings, it effectively prevents surface film formation that can trap internal air bubbles.
(2)Precise matching improves drying quality.
Different materials absorb infrared light at different wavelengths. Infrared lamps can achieve precise, targeted heating by selecting the appropriate wavelength.
Short wave (near infrared): Extremely fast response and deep penetration, suitable for applications requiring rapid heating, such as metal coatings and automotive painting.
Medium/long wave (far infrared): Gentle heating, suitable for heat-sensitive materials such as plastics, wood, food, or paper, preventing deformation or scorching.
(3)Ready to use immediately, energy-saving and consumption-reducing
In tunnel ovens, time is money. Infrared lamps have extremely low thermal inertia.
No preheating required: Rated power is reached within seconds of startup, unlike traditional resistance wire ovens which require a lengthy warm-up.
Synchronous control: When the production line stops, the lamps immediately cease heating, preventing energy waste and over-baking of products. Data shows that converting a conventional heating tunnel to a far-infrared tunnel can reduce installation power by 30%-45%.
Applicable Scenarios: A Versatile Solution Covering Multiple Fields
Infrared lamps are widely used in tunnel ovens, covering almost all industries requiring heat curing:
Printing and Packaging: Ink drying on paper and film. Infrared rays act directly on the ink layer, preventing paper from wrinkling due to high temperatures and increasing drying speed by over 50%.
Electronics Industry: PCB circuit board solder preheating, electronic component adhesive curing, and lithium battery electrode drying.
Automotive Painting: Painting and drying of metal parts. Short-wave infrared rays can quickly cure the paint, reducing runs and pinholes.
Food and Pharmaceutical Industry: Coloring and drying of baked goods such as bread and biscuits, rapid dehydration of agricultural products, and surface sterilization of meat products.
In today's pursuit of cost reduction and efficiency improvement, choosing the right heating method is crucial. The application of infrared lamps in tunnel ovens is not merely a technological upgrade, but a revolution in production philosophy. It demonstrates its core strength in the industrial drying field with faster speeds, lower energy consumption, and better quality.
On panel furniture production lines, edge banding is arguably the key to a product's appearance. Even if the edge banding is applied neatly, if it peels, comes off, or the glue lines turn black after a while, the overall quality of the product instantly plummets.
Many factory owners and carpenters are troubled by: Why does edge banding tend to fall off in winter? Why does PUR glue cure so slowly?
In fact, the key to solving these problems often lies in an inconspicuous component of the edge banding machine—the infrared lamp. Today, we'll reveal its crucial role in edge banding operations.
I. The Three Key Roles of Infrared Lamps in Edge Banding Machines
In traditional edge banding processes, we often focus only on applying glue and pressing, neglecting the role of heat. The addition of infrared lamps effectively solves three core problems:
(1) Preheating Before Edge Bandaging: Eliminating Temperature Differences and Preventing False Adhesion
In cold seasons (or when workshop temperatures are low), the surface of the boards is often cold. If hot melt adhesive is applied directly, the adhesive will cool down instantly upon contact with the cold board, resulting in poor fluidity and an inability to penetrate the wood pores, leading to false adhesion.
• The Role of Infrared Rays: Before applying adhesive, infrared lamps provide non-contact preheating to the edges of the boards.
• Effect: Rapidly raises the surface temperature of the boards (usually to 60℃-100℃), removes surface moisture, and allows the subsequently applied adhesive to maintain optimal fluidity, penetrating the wood grain like tree roots.
(2)The "Accelerator" After Edge Banding: Instant Curing Prevents Shifting
For high-end edge banding using PUR adhesive (polyurethane hot melt adhesive), curing time is a major concern. If boards are stacked or packaged immediately after edge banding, the adhesive is not yet dry, easily causing the edge banding strip to shift or the adhesive line to deform.
• The Role of Infrared Radiation: Utilizing the penetrating power of infrared radiation, it provides auxiliary heating or curing irradiation to the edge banding strip and adhesive layer.
• Results: According to relevant woodworking practice data, proper infrared heating can shorten the non-stick time of the adhesive by more than 20% (e.g., from 4 hours to less than 3 hours). This means that boards can proceed to the next process faster, significantly reducing the backlog of work-in-process in the workshop.
(3)A "Softener" for Irregularly Shaped Edge Banding: Making Edge Banding More Compliant
When processing curved, round, or irregularly shaped panels, straight edge banding strips need to undergo significant bending. If the edge banding strip (especially PVC or ABS materials) is too stiff, forced bending will cause it to spring back, ultimately resulting in chipping or delamination.
• The Role of Infrared Radiation: Softening the edge banding strip before pressing.
• Effect: Infrared heat instantly penetrates the edge banding strip, softening it and increasing its elasticity. This allows the edge banding strip to more closely wrap around the edge of the panel when passing through the pressure roller, achieving a perfect fit even for complex curves.
II. Why Use Infrared Radiation?
You might ask: Can't I just use a heat gun?
In high-speed equipment like edge banding machines, infrared radiation has irreplaceable advantages over hot air:
• Extremely fast response: Edge banding machines typically operate at speeds of 10-20 meters per minute. Hot air heating often has a lag, while infrared lamps (especially short-wave infrared) can respond in milliseconds, heating instantly and precisely controlling the heating area.
• High energy efficiency: Hot air is easily dispersed, heating only the air; infrared radiation directly heats the object (board or edge banding strip), resulting in higher thermal efficiency and greater energy savings in the long run.
• Does not interfere with the adhesive application: Powerful hot air can sometimes agitate uncured adhesive, causing uneven adhesive lines; infrared radiation is radiative heating, quiet and stable, and will not interfere with the adhesive application process.
III. Avoidance Guide: How to Determine if Your Edge Bandaging Machine Needs an Upgrade?
If your factory frequently experiences the following issues, it is recommended to check or upgrade the infrared heating system of your edge banding machine:
• Frequent edge warping in winter: As soon as the temperature drops, the edge banding strip starts to peel.
• Slow curing of PUR adhesive: The edge-banded boards need to be stacked for a long time before trimming, taking up a lot of space.
• High scrap rate for irregularly shaped parts: When making curved door panels, the edge banding strip always springs back and falls off.
IV. ConclusionIn today's pursuit of "whole-house customization" quality, edge banding is not just about sealing the edges, but about sealing them firmly and beautifully.
Although the infrared lamp is just a small component on the edge banding machine, it is a golden key to solving the problems of "temperature difference delamination" and "curing efficiency." Choosing the right heating method will allow you to say goodbye to the troubles of edge warping on your furniture and take the quality to the next level!
.gtr-container-whs789 {
font-family: Verdana, Helvetica, "Times New Roman", Arial, sans-serif;
color: #252525;
line-height: 1.6;
padding: 16px;
max-width: 100%;
box-sizing: border-box;
}
.gtr-container-whs789 p {
font-size: 14px;
margin-bottom: 1em;
text-align: left !important;
word-break: normal;
overflow-wrap: normal;
}
.gtr-container-whs789 .gtr-section-title {
font-size: 18px;
font-weight: bold;
margin-top: 1.5em;
margin-bottom: 1em;
text-align: left;
}
.gtr-container-whs789 ol {
list-style: none !important;
padding-left: 25px;
margin-bottom: 1em;
counter-reset: list-item 1;
}
.gtr-container-whs789 ol li {
position: relative;
margin-bottom: 0.5em;
padding-left: 20px;
font-size: 14px;
text-align: left !important;
}
.gtr-container-whs789 ol li::before {
content: counter(list-item) "." !important;
position: absolute !important;
left: 0 !important;
font-weight: bold;
color: #252525;
width: 20px;
text-align: right;
}
@media (min-width: 768px) {
.gtr-container-whs789 {
padding: 24px;
max-width: 960px;
margin: 0 auto;
}
.gtr-container-whs789 .gtr-section-title {
margin-top: 2em;
margin-bottom: 1.2em;
}
.gtr-container-whs789 ol {
padding-left: 30px;
}
.gtr-container-whs789 ol li {
padding-left: 25px;
}
.gtr-container-whs789 ol li::before {
width: 25px;
}
}
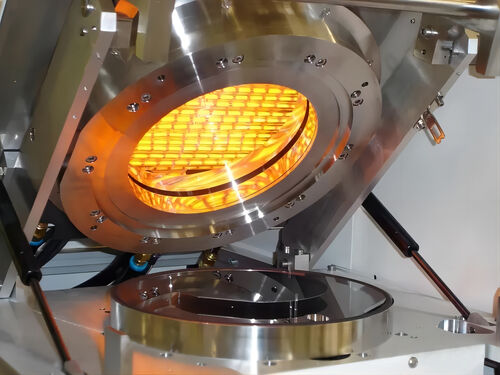
A wafer, also known as a semiconductor wafer or silicon wafer, is one of the fundamental materials widely used in the semiconductor industry. Wafer heating is a crucial step in the semiconductor manufacturing process, aimed at performing necessary thermal treatments on the wafer during the fabrication of integrated circuits and other semiconductor devices. It removes organic matter and bubbles, activates materials, adjusts shapes, enhances material structures, and ensures the surface purity and quality of the silicon wafer. During this process, the wafer typically needs to be uniformly heated to a specific temperature to allow it to perform better in various applications, thereby facilitating or optimizing subsequent process steps.
Heating Steps in Silicon Wafer Fabrication
Heating is one of the most important steps in the process of silicon wafer fabrication, involving many process steps, generally including the following aspects:
Crystal growth: In the process of crystal growth, silicon material needs to be melted and heated to a certain temperature. By controlling the temperature and time, the silicon material is crystallized and gradually grown into a crystal.
Wafer cutting: In the grown crystal, it needs to be cut into thin slices. During the cutting process, the silicon wafer needs to be heated to ensure the cutting quality and the integrity of the silicon wafer.
Semiconductor processing: After the silicon wafer is cut into a wafer, semiconductor processing is required, including multiple process steps such as cleaning, deposition, photolithography, etching, and ion implantation. Different process steps require different heating temperatures and times to complete their respective functions.
Annealing: In the semiconductor processing, in order to eliminate lattice defects and improve crystal quality, annealing is required, that is, heating the wafer to a certain temperature and holding it for a certain time, so that the defects in the crystal can be eliminated.
During the wafer heating process, it is required that the temperature distribution on the wafer surface be as uniform as possible to ensure consistent device performance throughout the entire wafer. Uneven temperature distribution may lead to differences in device performance and affect product quality. Using an infrared radiator for heating, the light is focused on the wafer and quickly heated to the desired temperature, which may take only a few seconds to tens of seconds. Quickly respond and adjust heating power to reduce temperature overshoot or insufficiency, effectively preventing temperature fluctuations that may cause process problems, allowing the heated surface to receive average infrared radiation energy, and effectively reducing adverse process quality problems caused by uneven temperature.
Advantages of Infrared Radiators
Compared to traditional heating methods, infrared radiators have the following significant advantages:
High control accuracy: precise temperature control greatly improves the quality of wafer production;
Good thermal uniformity: uniform heating temperature distribution, high efficiency, and fast response;
Energy saving and environmental protection: The heat generated during the heating process is mainly concentrated on the surface of the object, so there is no need to heat the entire air, reducing energy waste, and also not producing exhaust gas and other pollutants. It is a more environmentally friendly heating method.
Infrared heating lamps offer advantages such as small size, rapid heating, and precise heating, making them widely used in the automotive industry for applications such as plastic welding, interior composite material molding, adhesive activation, and powder coating curing.
Infrared light emitted by an infrared radiator (light source) is absorbed by materials through molecular (atomic) resonance, thus heating the object. Infrared heating, with its matched wavelength and selective penetration, directly and directionally heats the surface of an object to a certain depth, making it a highly effective method for heating, drying, and curing. Youhui infrared lamps can not only heat large areas of surfaces but can also be custom-shaped (3D) to precisely heat localized, curved workpieces according to process requirements.
Main applications:
(1)Interior parts: A, B, and C pillars, trunk, dashboard, door panels, inner door panel frames, sun visors
(2)Exterior parts: Wheel covers, bumpers, headlights, rearview mirrors, lamp covers, roof, glass
(3)Seats: Surface wrinkle removal, track and backrest welding
(4)Engine system: Plastic filters, sound insulation cotton, internal welding of covers, inner caps of covers, radiators, brake fluid reservoirs, fluid cups, water tanks, fuel tanks, air ducts, etc.
Application Cases:
(1) Infrared Drying Retrofit of a Car Factory's Painting Line: To address the low efficiency and high energy consumption of traditional painting drying processes, the factory retrofitted its coating drying process with infrared heating. A multi-zone infrared radiator layout was adopted, with corresponding infrared wavelengths matched to the coating thickness; for example, short-wave infrared was used for thick coatings, while long-wave infrared was used for surface drying. After the retrofit, the coating drying time was reduced to 3 minutes, energy consumption was reduced by 40% compared to the traditional process, and the rate of defects such as paint bubbles and color differences was significantly reduced, greatly improving the production line's efficiency.
(2) Infrared Paint Booth Application in a Car Repair Shop: Previously, the repair shop used a traditional paint booth, which suffered from long baking times and high energy consumption. Subsequently, an infrared-heated paint booth was introduced, using infrared radiation to directly act on the car body to be baked. After the retrofit, the baking time was reduced to half that of the traditional process, with a single baking cycle requiring only 1 hour. This not only improved the shop's ability to handle repair business and reduced potential equipment failures, but also optimized the workshop's working environment because the infrared lamps operate without noise or electromagnetic radiation.
Compared to traditional heating methods like air convection heat transfer, infrared heating offers significant advantages in automotive painting:
Energy-saving heating: Near-infrared heating lamps convert 95% of electrical energy into heat, far exceeding traditional methods.
Environmentally friendly: Infrared radiation heating is environmentally friendly, allowing for rapid on/off switching and minimizing radiation loss. This clean, green, and safe heating method uses imported and domestically sourced high-quality quartz tubing, preventing corrosion, peeling, and the generation of harmful gases or odors to the heated object or environment. High-quality quartz tubing is a high-temperature resistant material with excellent plasticity at high temperatures, preventing tube bursting and ensuring a very high safety level.
Long average lifespan: The average lifespan of the heating element products reaches 5000 hours, and even longer lifespans can be designed and manufactured according to customer requirements. Medium-wave heating can reach 20,000 hours.
Novel heating method: Heating directly onto the object without heating the surrounding air; objects can be heated directly in a vacuum environment. This avoids the heat loss problems that occur during heat transfer between the heat source and the heated object in traditional heating methods.
When using infrared radiation heating, selecting a suitable infrared wavelength that matches the absorption spectrum of the heated object yields better results. For example, short-wave infrared radiation penetrates the coating surface more effectively, heating simultaneously from the inside out.
The infrared radiation heating system can be easily integrated into the production line. Through mechanical components, infrared reflectors, and a control system, external infrared radiation heating and production operations can be synchronously controlled.
Easy to control: Utilizing the rapid response time and the extremely low thermal inertia of high-quality quartz tubing, the heating process can be quickly and accurately controlled. The power output of the heating process (module) can be arbitrarily set from 0-100%, achieving excellent temperature control.
Simple to use, easy to install, low-cost maintenance and replacement.
In the automotive manufacturing process, infrared radiation heating is a time-saving and cost-effective method for drying and curing, and it can also help improve component quality in some key processes. In the future, infrared radiation heating will be used for more components, and possibly even for the entire vehicle production process, indicating significant market potential.
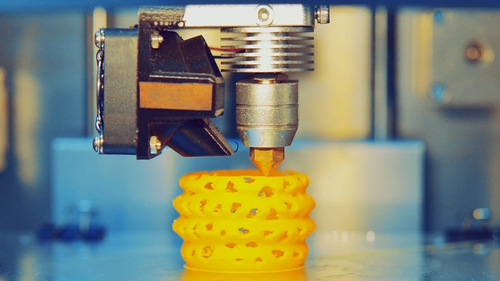
The application of infrared heating tubes in 3D printing has improved industry processes and further promoted the rapid development of 3D printing. At present, material extrusion is the most widely used technology in polymer additive manufacturing or 3D printing.
This process is commonly referred to as melt deposition modeling or melt wire manufacturing, and has been mainly used for 3D printing of thermoplastic materials, polymer blends, and composite materials. But this manufacturing process also has its drawbacks, which are that the functional use of these components may be limited by mechanical anisotropy, where the strength of the printed components across continuous layers in the construction direction (z-direction) may be significantly lower than the corresponding in-plane strength (x-y direction). This is mainly due to the poor adhesion between printing layers, and the reason for this result is that the lower layer has a lower temperature than the glass transition temperature before depositing the next layer. The glass transition temperature can be understood as a melting point similar to metals, but for plastics, this is a range. Using infrared heating to increase the surface temperature of the printed layer just before depositing new materials can improve the interlayer strength of the component.
Preheating the powder bed using an infrared radiator is a critical step. Thermoplastic polymer powder needs to be preheated before laser sintering.
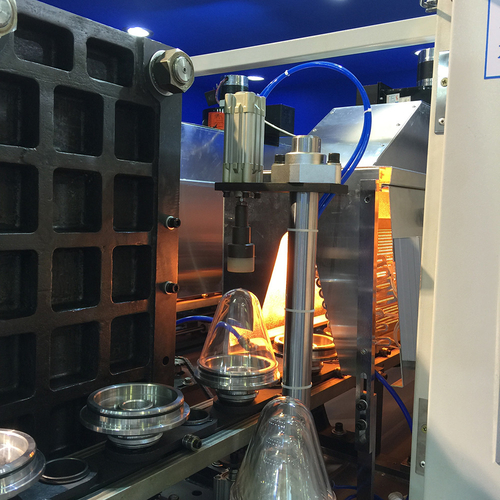
Beverage bottle production line
● Background of the case: A large beverage production enterprise has multiple beverage bottle blowing production lines. In the past, traditional heating methods were used, which had problems such as uneven heating, high energy consumption, and low production efficiency.
● Application effect: After introducing infrared heating lamps, the rapid and uniform heating of bottle preforms is achieved by precisely controlling the wavelength and energy output of the infrared lamp tube, significantly improving the consistency of bottle thickness and enhancing product quality. At the same time, the heating time is shortened, energy consumption is reduced by about 15%, and production efficiency is greatly improved.
When choosing an infrared heating lamp suitable for a bottle blowing machine, the following aspects need to be considered:
Wavelength
● Matching preform material: Different plastic preform materials have different absorption characteristics for infrared radiation. For example, PET plastic bottle preforms usually have good absorption effects in the wavelength range of 1.2 µ m to 1.5 µ m. Choosing an infrared heating lamp in this wavelength range can achieve rapid heating and efficient energy utilization.
● Heating depth requirement: Short wave infrared (0.75-1.4um) has strong penetration power, which can evenly heat the preform from the inside out. It is suitable for the preform preheating and forming stage, such as drying and curing of high-speed printing equipment, plastic blowing and welding, etc.
Power
● Consider the size of the heating area: Select the power based on the size of the heating area of the bottle blowing machine and the number of preforms. The heating area is large and there are many preforms, requiring high-power heating lamps to ensure sufficient heat supply and uniform heating. A large hollow container blowing machine with a large heating area may require a heating lamp of over 3000W.
● Adapt to production speed: With fast production speed, it is required that the heating lamp can provide sufficient heat in a short period of time to reach the appropriate blow molding temperature for the preform. High power heating lamps or multiple sets of heating lamps should be selected for high-speed production lines.
Lamp material
● Quartz glass: It has good transparency and high temperature resistance, can withstand high temperatures without deformation, and can ensure effective transmission of infrared radiation and stable heating. It is a commonly used material for infrared heating lamps.
● Tungsten wire: As a filament material, it has high melting point, high resistance and other characteristics, and can quickly generate heat and infrared radiation after being energized. It has high heating efficiency and can quickly reach the working temperature of the heating lamp.
Reflecting layer
● Enhanced heating effect: Infrared heating lamps with reflective layers can reflect the infrared energy that has not been absorbed by the preform back to the surface of the preform, improving heating efficiency and reducing energy waste. The reflective layer material, such as aluminum alloy or ceramic coating, can achieve a reflectivity of about 95%.
● Optimize heating uniformity: By designing the shape and angle of the reflective layer reasonably, infrared rays can be more evenly irradiated on the preform, avoiding local overheating or insufficient heating, which helps to improve the quality and consistency of the bottle body.
Brand and Quality
● Market reputation: Choosing well-known brands of infrared heating lamps usually ensures better product quality and performance. Brands such as USHIO and Philips have a high level of recognition and good reputation in the bottle blowing machine industry.
● Service life: High quality heating lamps have a long service life, reducing the frequency of equipment downtime and lamp replacement, and lowering maintenance costs. For example, the service life of some light tubes can reach over 5000 hours, which can save more time and costs for enterprises compared to ordinary light tubes.
Control system compatibility
● Adjustable: The heating lamp should be compatible with the control system of the bottle blowing machine to achieve precise power adjustment. This allows for flexible adjustment of heating temperature and time according to different preform materials, specifications, and production process requirements, ensuring the best heating effect for preforms.
● Response speed: The fast response heating lamp can adjust the output power in a timely manner according to the temperature changes of the preform during the production process, improving production efficiency and product quality. For example, some shortwave infrared heating lamps can quickly heat up or cool down within 1-3 seconds, making the heating process control more flexible.